引言
再流焊接中的空洞一直困扰着工业界数十年。普遍应用BGA和CSP,空洞问题正在加剧,尤其是存在微导通孔的时候。转型到无铅后更是加剧了这种情况的恶化。空洞的存在会影响焊点的机械特性,并使其强度、柔性、蠕变性恶疲劳寿命下降。同时也会产生过热点,从而降低焊点的可靠性。所以,材料学家和工程师一直面临着如何减少空洞的挑战。
空洞主要是由于在熔融状态时焊点内含助焊剂的释气所造成的。在回流过程中,气体是以气泡的形式存在于熔融钎料中的。开始形成气泡,然后当气泡变的很大或接近焊点边缘的时候突然爆开。当焊点凝固的时候,气泡就变成了空洞。材料、工艺和设计都可能产生空洞〔1〕。下文将讨论空洞的产生因素和关键控制参数。
材料
助焊剂
释气
一种明智的选择是选用在焊料熔融状态下释气率的助焊剂。需要着重关注的是只有高于焊点熔融温度之上的释气率才会引起空洞现象,而不是积累出气量。
焊剂活性
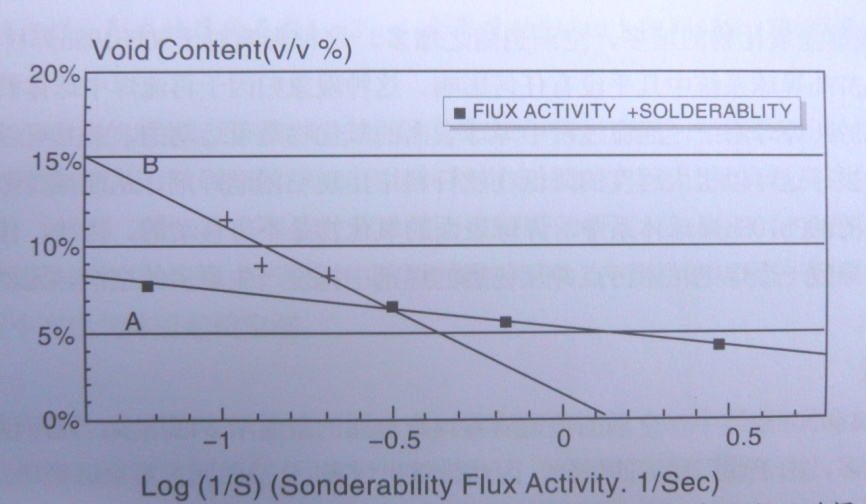
如果焊点内部的助焊剂能够完全排出,那么焊剂的释气就不会引起空洞。在使用焊膏的时候,焊剂直接与焊接表面相接触。因此在回流时,任何残留氧化物都有可能附粘有焊剂。高活性的焊剂能够最大程度的减少氧化物,因此留下很少的焊剂污点,也就减少了空洞的产生,如图1所示。在无铅焊中,由于无铅焊料合金润湿性差,所以焊剂活性参数的重要性通常高于释气参数。这种润湿性因素占绝对优势的现象在元器件可焊性差的情况下还会增强。
图1 可焊性和焊剂活性对空洞的影响。两者都由润湿平衡测试中的润湿时间来表示
2、焊料
焊料与基体金属的反应
焊料与基体金属发生反应并在基体金属与焊点之间形成原子级别的金属间化合物。这促进了焊料的润湿并因此减少了空洞的形成。
表面张力
焊料表面张力对空洞的影响是双重的。空洞的形成会导致焊点的体积增大,低表面张力的合金对这种趋势的阻碍甚小。另一方面,低表面张力的焊料更容易铺开,并能够让焊剂更容易从焊点中排出,因此能够减少空洞的产生。实验结果表明,表面张力的影响对润湿起着决定的因素。低表面张力的焊剂可使焊料更容易铺展,因此能够减少空洞〔1〕。
熔化顺序
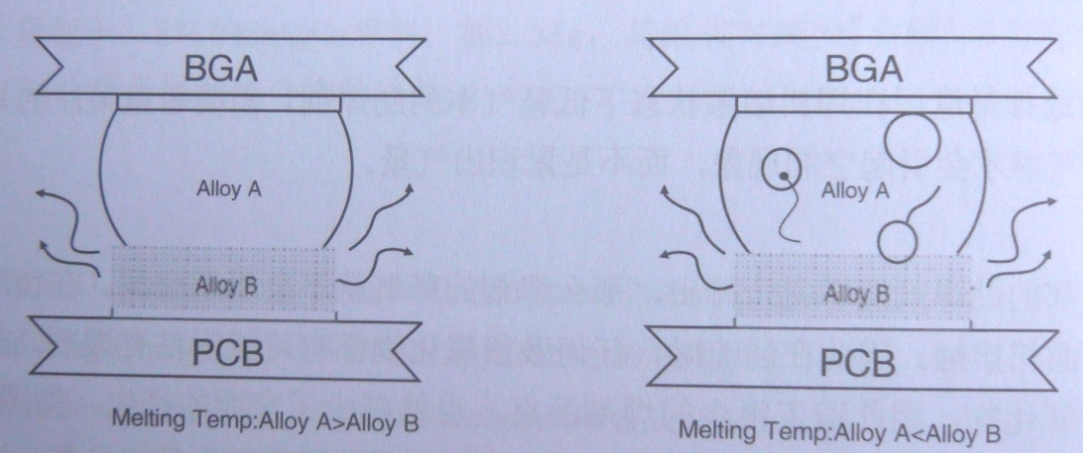
在BGA组装中,如果焊球的熔点低于焊膏的熔点,通常会出现空洞,比如将Sn Pb BGA组装到有SnAgCu焊膏的PCB上去。这可以归咎于不正确的熔化顺序,如图所示。如果焊球的熔点低于焊膏,焊球首先熔化,然后焊膏中的挥发性物质就可以进入到液态焊球中,直到达到焊膏的熔点。最后,在焊球中形成明显的空洞〔2〕。在SnPb系统中同样有这种现象。如果Sn62的BGA和Sn63的焊膏一起组装,就会有明显的空洞形成,这是因为前者的熔点是179℃而后者的熔点是183℃。如果焊球比焊膏熔化的慢,就可以大幅减少空洞的形成。
图2 熔化顺序对空洞的影响
氧化物
随着焊料或焊盘氧化物的增多,空洞也随之增多。这种影响对于90Pb10Sn焊料凸点系统非常显著,但是在63Sn37Pb焊球系统中几乎没有任何影响。这种现象归因于再流焊中球体氧化物的活性。对于低熔点的63Sn37Pb焊球系统,回流过程中焊球表面的氧化物是可运动的,并且可以被表面张力从软钎料内部排除出去。这可以极大程度的降低在软钎料中出现粘附助焊剂,从而减少形成空洞的机会。然而,在高熔点的90Pb10Sn焊球体系中,焊球表面的氧化物是不可移动的。因此,任何不清洁的焊球表面氧化物都会导致一个焊剂粘附污点并从包裹的焊剂中挥发产生更多的空洞。元器件表面的氧化物也有类似的影响。
焊膏金属量
在典型的SMT和BGA组装中,空洞的数量随着焊膏金属的数量增多而增多。这可以部分归因于焊料颗粒氧化物的增多,由于助焊反应的增强,因此排气也增多。
焊料颗粒大小
有迹象表明,空洞会随着焊料颗粒尺寸的减小而增加。这可以归因于焊料颗粒尺寸减小的同时导致了氧化物的增多所致。
印刷厚度
数据表明,较厚的印刷厚度可以减少空洞的形成。可以这样解释:较厚的印刷焊膏可以有较高活性的焊剂来清除氧化物,并且可以有教高的焊点高度供气泡逃逸,因此可以减少空洞。
3、表面涂覆
润湿能力
表面涂覆对空洞的影响主要与润湿能力有关,润湿能力越好,空洞越少。一般而言,由表面涂布引起的空洞可以粗略的排列为:有机保护剂(OSP,最差)﹤贱金属﹤贵金属(最好)。提高润湿性比提高焊剂活性具有更好的抑制空洞的能力,如图1所示。
金属间化合物
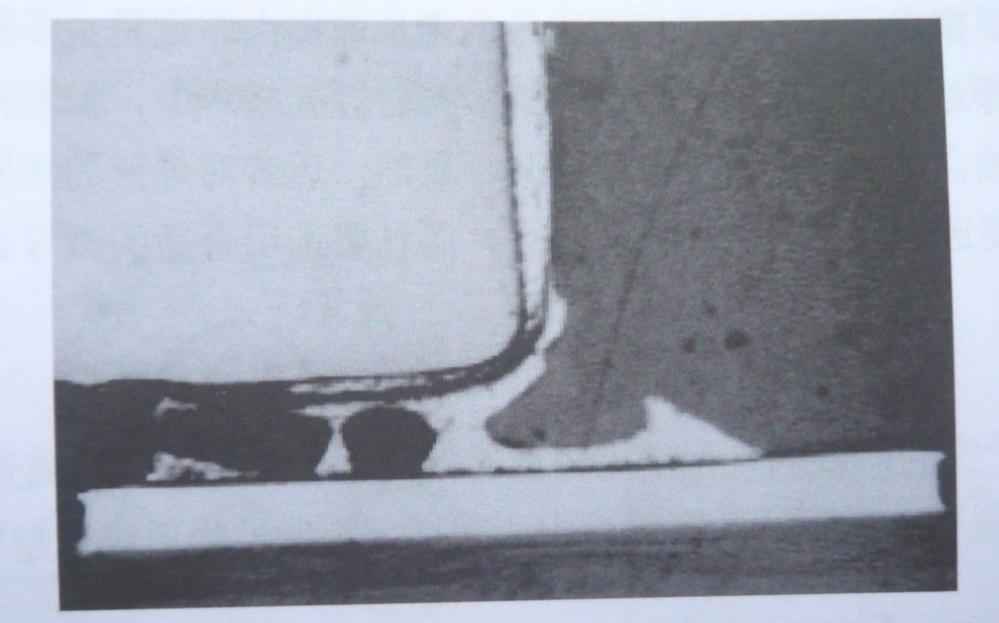
在回流过程中,如果形成过多的金属间化合物,也会导致空洞的产生。比如,如果使用了厚的Au或Pd作为表面涂层,那么在回流过程中就会产生大量的金属间化合物(如AuSn4或PdSn4),并分散于液态的焊点中。这将导致液态焊锡的粘性增大,并最终由于液态焊锡流动的减缓而产生严重的空洞。
图3 再流焊中焊点形成的厚度是在1.63µm金厚度的Ni/Au上印刷63Sn37Pb焊膏厚度的175µm
浸银的释气
当在浸银表面焊接的时候,很多时候在金属间化合物顶层可能会产生许多小的空洞。这种现象有些时候被称为“香槟型空洞”。基于化学的浸银可能有高达30%体积比的有机夹杂物。当镀的银的厚度合适的时候,如约0.2微米,在焊接过程中银会被焊膏渗析(leached),且在焊点内部不会留下有机体。然而,如果浸银层太厚,Ag可能不完全被焊料溶解,在剩余的Ag层的有机夹杂物将会热分解并且在焊接过程中产生气体引起微空洞。
4、部件
空洞可以由元器件或基板释气引起。比如,由阻焊膜所定义(SMD)的BGA焊盘,元器件或基板的气体可能通过阻焊膜和焊盘之间的结合面进入液态焊点。如果通孔表面镀的不好,就会在镀铜里面存在针孔,基板的挥发性物质就可能通过针孔进入液态焊点并引起空洞。
设计
设计能有效的抑制空洞。在设计中为了避免空洞的产生,应重点考虑下述因素。
大的覆盖面积
焊点的引脚下覆盖面积越大空洞的数量也会越多。这是由于释气困难所致。如果要焊接一个大的扁平元件端子,在焊膏或焊接层设计有效的出气通道将是最有效的阻止空洞产生的方式。最有效的方式是将达的焊盘划分为多块小的区域。如果不行,就在大焊盘顶部涂阻焊膜来划分也是可行的。又或者,修改漏模板窗口同样可以将焊盘印刷为多块小区域,但是效果不如前者好。在再流焊中,被划分开的焊盘可以重新连接起来并封住出气通道。
NSND焊盘
在阻焊膜定义(SMD)的焊盘中,由于部件的释气很容易产生空洞。将焊盘改为非阻焊膜定义(NSMD)的将有助于减少空洞的形成。
微导通孔
在高密度的互连技术中,微导通孔是一种必不可分的链接。然而,在抑制空洞的过程中,微导通孔依然是一项挑战,主要原因是在微导通孔中存在死角。焊剂进入到死角里面通常导致严重的空洞形成。
尺寸
微导通孔中的空洞,其尺寸随着微导通孔内径的增加而增大。只是由于越多的死角导致了越多的焊剂进入微导通孔。微导通孔的形状也是一个因素。某些打孔技术中,如激光打孔会在微导通孔上形成喇叭口,而等离子刻蚀会产生口袋型的微导通孔。显然,后者对焊剂的挥发更困难。因此,在设计微导通孔的时候,不仅要选择较小的微导通孔尺寸,而且要选用合适的微导通孔技术来避免口袋型的微导通孔。
位置
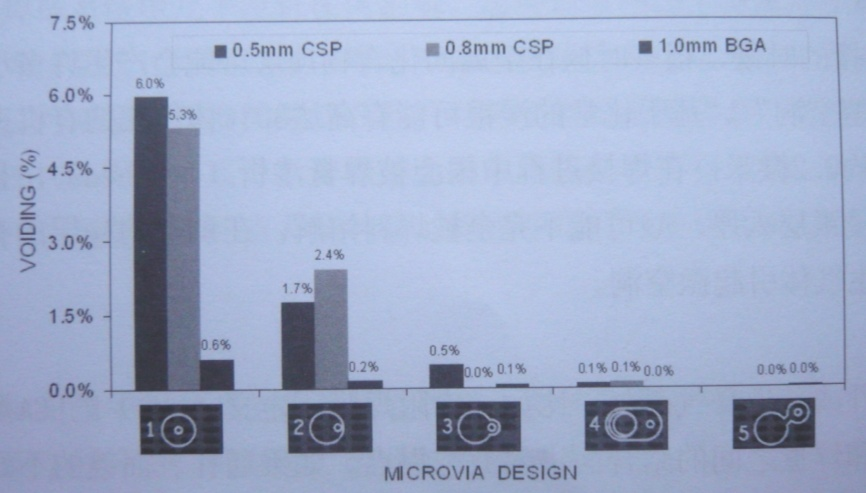
微导通孔的位置对于空洞的影响具有举足轻重的作用。将微导通孔远离焊盘中心可以大幅减少空洞的形成,如图4所示。显然,微导通孔离焊盘中心越远,挥发性物质逃逸越容易。
塞子
因为死角是在微导通孔中产生空洞的根源,因此可以用塞子把孔中的死角给堵住来减少空洞。这种塞子工艺的需要注意点是:(1)塞子可软焊,(2)如塞子焊接时融化,塞子下面不应产生气体。首选是镀铜,因为这个工艺可以与微导通孔制造工艺兼容。
图4 微导通孔设计对空洞的影响
工艺
工艺是减少空洞的最后手段,通常包含工艺条件和回流曲线。
回流曲线
空洞是由熔融状态下的焊点内部的释气所形成的,可以通过减少释气或提高润湿来减少空洞。这种回流曲线对空洞的影响可以在两方面反映出来。
释气控制
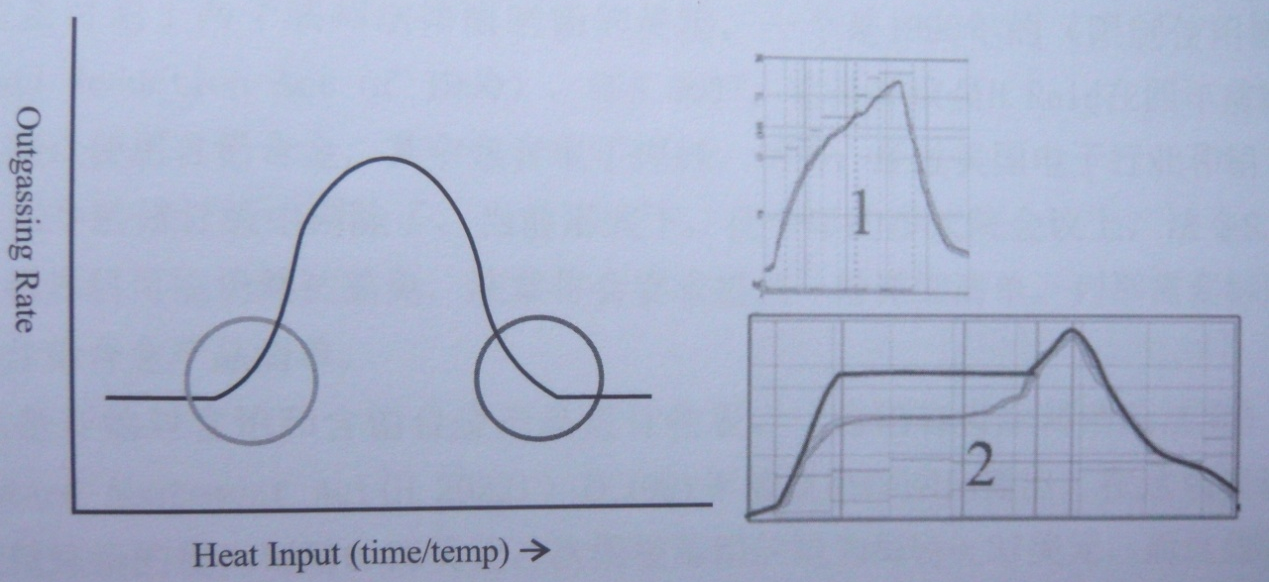
图5为随着输入热量的增加,典型的焊剂挥发情况。一般而言,随着输入热量的增加,实际的焊剂释气率也会开始增加,然后再到达最大值后逐渐减小。在焊点熔融状态时的点1和点2,排气率降到了最低。点1为最小输入热量,其曲线形状是短而陡的斜坡,低的峰值温度如1的曲线。它试图在较大部分出气开始之前完成再流工艺。点2是较长时间的均热,低的峰值温度曲线,外形如2。它试图在焊点熔化前蒸干挥发性物质。在焊点熔融状态的时候,持续长时间均热可以消除挥发性物质以及低峰值温度进一步排除气体。
润湿控制
随着焊剂的活性的增加,润湿能力有所改善,这将随着温度和时间的增加而依次增加。因此,高温时间较长的热曲线比较合理。然而,焊剂损失和氧化可能导致润湿行为复杂化。随着增加热的输入,焊剂逐渐变干。而且,在空气中,随着加热的温度和时间的推移,氧化物也会随之增多。最优曲线应该是平衡考虑了润湿和释气条件下的曲线。
图5 排气率与焊剂的热输入量的关系(输入热量是时间温度的结合结果)
点1、2的放大轮廓图如分别为热曲线1、2
再流气体
在惰性气体有助润湿一般可以减少空洞。然而,对于具有高焊接活性和良好抗氧化性的焊剂和焊膏而言,这种影响可能不太重要。
湿气
潮气通过直接妨碍焊接或提高元件或基板的释气来影响空洞。对于高潮度来说,焊剂的释气可能恶化并导致更多的空洞。另一方面,元件或基板的潮气会使空洞更加恶化,主要是发生在SMD焊盘或当器件释气可以直接进入焊点时。
结论
再流焊中的空洞可以由材料形成,设计和工艺过程来控制。材料方面,具有低排气率、低表面张力、高活性的焊剂,高金属间化合物形成率、低表面张力、低氧化程度的焊料,低金属含量、大颗粒尺寸的焊膏,大的印刷厚度,用低熔点的焊料合金和高熔点的BGA焊球,良好润湿性能的表面涂复,有限形成金属间化合物,焊接涂复在焊接时不排气,低挥发性物质的部件等,都有助于降低空洞数量。设计方面为导通小覆盖面积的焊盘或有充分排气通道的焊盘,NSMD的焊盘,小内径、大开口、分布于焊盘边缘的微导通孔,堵塞的导通孔。工艺方面有,再流曲线的平衡,在焊点熔化前尽量挥发干燥,能够最大润湿,最小氧化,对潮气的控制也是必须的,同时最好的惰性气体环境中。