关于推荐回流曲线的说明
1、温度曲线示例:
推荐回流曲线
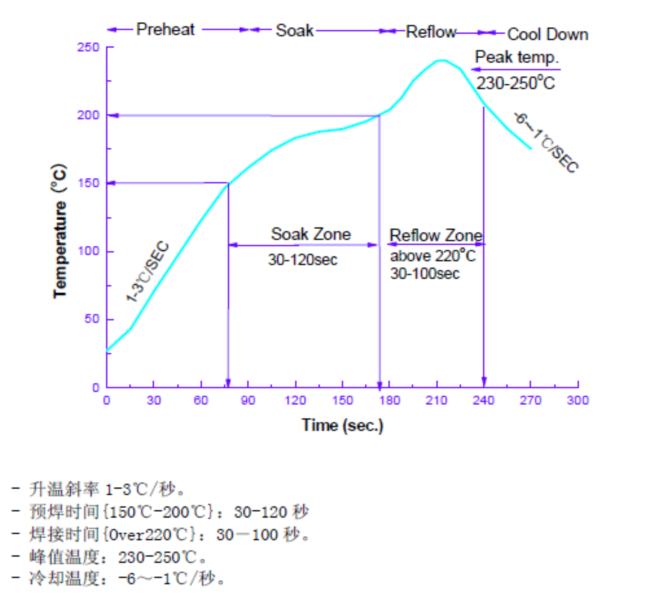
[图示:推荐回流曲线]
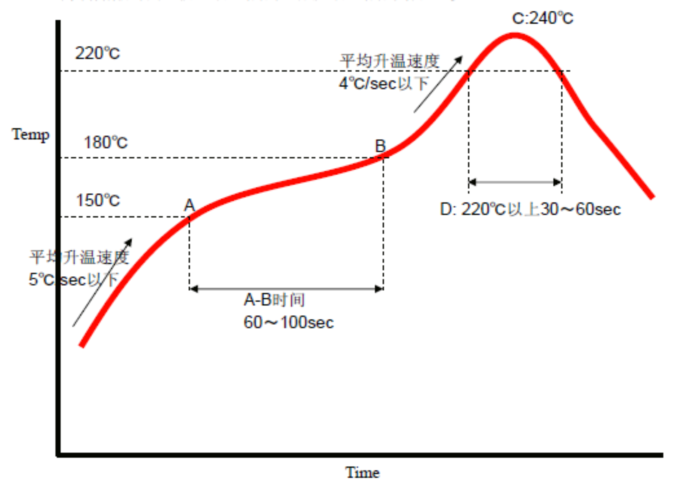
某知名品牌产品推荐的回流曲线
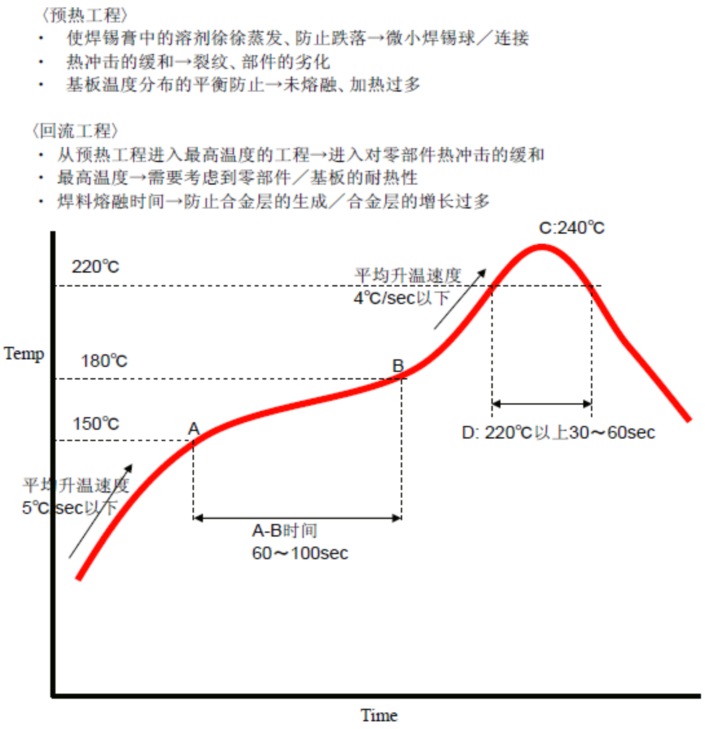
[图示:某知名品牌产品推荐的回流曲线]
2、锡膏厂商提供给 SMT 厂商推荐回流曲线通常需要表述的内容。
升温区(Preheat):
从室温到 150℃,需给出升温速率要求。
说明:
- 由于升温速率过快,可能会导致元器件和 PCB 板受热不均造成损坏,所以需要对升温速率定个上限;升温速率慢会影响生产效率。
- 升温速率还与热坍塌有关,升温速度快,热坍塌会更严重一些;升温速度慢热坍塌就更轻一些。推荐的升温速率为 1-3℃/Sec,上限比上面所介绍同行的低,同时给出了低限推荐值,这是综合众多客户的实际情况给出的建议。
保温区:
推荐曲线:温度 150-200℃ 时间 30-120 秒
另一同行给出的是:温度 150-180℃ 时间 60-100 秒
推荐的低限是 30S,同行给的低限是 60S,行业内有美式曲线和日式曲线的说法,美式曲线是直线型,保温时间短,日式曲线保温时间长。
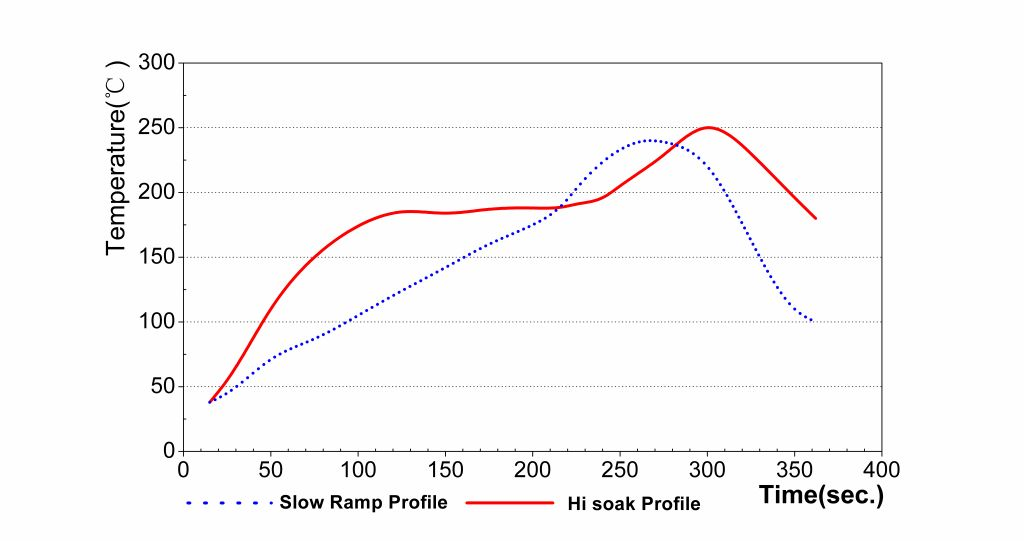
保温型曲线(红色实线):快升温,降低升温速度,进行保温——链速相对慢一些。
直线型曲线(绿色虚线):慢升温,直到熔点——链速相对快一些。
二者对比:同样从室温升到熔点,保温型曲线吸收的热量更多,溶剂及活性剂挥发更一些,助焊剂的去氧化能力也更强一些, 氧化程度也比较剧烈,对元件的热损伤也大一些,助焊剂活性和润湿损失会更多一些。
回流过程中的助焊剂活性和润湿变化示意
[图示:回流过程中的助焊剂活性和润湿变化示意]
图中黄色和绿色分别表示两款配方的在相同的条件下的活性变化,黄色活性润湿变化更慢,就更能适应长时间保温。
看法:
- 小 PCB 板和简单板推荐使用直线型曲线,小 PCB 板均温性好,对元器件和 PCB 损伤小,推荐使用直线型曲线,热坍塌少,活性损失少,回流区保留更多活性,润湿更好,小焊点熔锡效果更好,更少产生 BGA 枕头现象。
- 对于大 PCB 和异型原件多的线路板,推荐使用保温型曲线,目的使板面的温度均匀性更好。由于保温时间长,助焊剂挥发多,活性损失大,保温型曲线对焊锡膏的润湿持久性要求高。
为什么低限 30S 是可行的呢?
- 锡膏开发时还进行锡珠测试,锡珠测试是快速加热,2 秒内就完成了,锡珠测试合格就说明满足去除氧化物的要求。
- 焊接之前首先是助焊剂清除金属表面氧化层,然后是焊料润湿形成焊点。但是,实际上焊锡膏熔化并完成焊接可以在短时间内完成。在铜片上印刷锡膏,放在热板上加热,焊膏熔化和焊料扩展过程仅仅在几秒钟内就可以完成。为什么实际生产还要花 3 分钟以上的时间来完成呢?目的是为了 PCB 的均温性以及避免过快升温的温度冲击。
- 30S 是根据 SMT 产线实际需求给出的,时间更短也不会影响可靠性,只是没有必要时间更短罢了。
为什么高限是 150-200℃-120S 呢
这个条件也是 SMT 回流实际需要,但是对锡膏的润湿持久性提出很高要求,对于越来越小的焊点尤其重要。 如何保证焊锡膏在所述条件下仍然可以完成可靠焊接呢?那就是进行润湿持久性测试。 如果锡膏配方的润湿持久性不足,就需要建议客户缩短保温时间了。
对于焊锡膏的润湿持久性,IPC 和 JIS 标准均未进行要求,在开发焊锡膏时需进行充分考虑和测试的。 方法是使用 IPC 润湿性测试钢网和铜片,改良了温度条件,增加了烘烤, 锡膏印刷后在 200℃ 下烘烤分别 2min、4min、6min、8min、10min 分钟后再加热熔化,观察其润湿性。
回流区:
需给出回流时间和峰值温度的建议
从上述两个回流曲线看存在明显差异,但回流时间和峰值温度的制定是依据焊料决定的,与锡膏配方和性能差异无关——无需锡膏开发时进行验证。
- 峰值温度 推荐是 230-250℃,另一同行给出的是 240℃,峰值高限考虑的零部件和 PCB 的耐热性,低限是出于确保焊料完全熔化的考虑。
- 220℃ 以上回流时间 推荐是 30-100Sec,另一同行给出的是 30-60Sec,低限 30S 是出于确保焊料完全熔化的考虑。回流时间太长可能导致 IMC 厚度太厚。
其他:
- 冷却温度建议是也是出于保护 PCB 与元器件,对焊点合金组织有影响。与锡膏配方和性能差异无关。
- 同行还给出了从保温区到回流区的升温速率要求,这也是出于保护 PCB 与元器件。与锡膏配方和性能差异无关。
总结:
最佳回流曲线是根据 SMT 实际产线需要进行设置的,通过测试锡膏的各方面性能指标来评估是否满足实际产线需求的, 如果锡膏的性能指标能满足就依据产线需要设置即可,如果锡膏性能某方面存在不足,就需要 SMT 产线设置时就需要做出让步。